Die Einstufung der Schutzklasse von Schnittschutzhandschuhen erfolgt in Europa bisher nach der Norm EN 388:2003. Zur Erreichung eines hohen Schnittschutzlevels werden seit einigen Jahren vermehrt technische Materialien – sogenannte Hochleistungsfasern – für Schnittschutzhandschuhe verwendet. Die stetige Weiterentwicklung im Bereich der Materialien erforderte eine Anpassung der Prüfungen und Klassifizierung dieser Produkte, was in der EN 388:2016 umgesetzt wurde.
Prüfverfahren nach EN 388:2003
Die bisherige Schnittschutzprüfung für Schnittschutzhandschuhe wird mithilfe des sogenannten Coupe-Tests durchgeführt. Ein rotierendes Kreismesser bewegt sich mit einer definierten Kraft (5 Newton) auf dem Prüfling hin und her und dreht sich gegenläufig zur Bewegung. Die Schärfe der Klinge wird zu Beginn der Prüfung sowie zum Ende der Prüfung über ein Referenzgewebe (Baumwolle) gemessen. Die Abnutzung der Klinge kann somit bestimmt und im Ergebnis berücksichtigt werden. Der ermittelte Indexwert ergibt sich zum einen aus der Zykluszahl, die benötigt wird um den Prüfling zu durchschneiden, und zum anderem aus dem Abnutzungsgrad der verwendeten Klinge.
Hierbei wird der Widerstand des Handschuhs gegen einen scharfkantigen Gegenstand bei konstantem Kraftaufwand mit wiederholtem Kontakt ermittelt. Zur Bestimmung einer Leistungsklasse nach der EN 388:2003 werden fünf Messungen pro Prüfling durchgeführt. Die fünf Indexwerte werden summiert und der Mittelwert gibt die entsprechende Leistungsklasse für den Schnittschutz eines Schutzhandschuhes an.
| Leistungsstufe |
1 |
2 |
3 |
4 |
5 |
| Index |
≥ 1,2 |
≥ 2,5 |
≥ 5 |
≥ 10 |
≥ 20 |
Püfverfahren nach EN 388:2016/ISO 13997
Die Änderungen in der neuen DIN EN 388:2016 betrifft insbesondere Schnittschutzhandschuhe, die aus Materialien bestehen, die heute verwendete Klingen abstumpfen lassen (zum Beispiel bei Glasfasern und Stahlfasern). Bei diesen Schutzhandschuhen muss dann zusätzlich die Schnittschutzprüfung nach ISO 13997 durchgeführt und ausgewiesen werden.
Im Testverfahren nach der ISO 13997 wird die Haltbarkeit des Handschuhs gegen einen scharfkantigen Gegenstand bei einem einmaligen Kontakt unter einem höheren Kraftaufwand bestimmt. Hierfür bewegt sich eine lange gerade Klinge einmalig über den Prüfling. Dabei wird die minimale Kraft zum Durchschnitt des Prüflings nach 20 Millimetern bestimmt.
Das Ergebnis wird in Newton (N) angegeben und anlehnend an den Newtonwert wird der Prüfling in eine Schnittschutzklasse eingeordnet.
| Leistungsstufe |
A |
B |
C |
D |
E |
F |
| Newtonwert |
≥ 2 |
≥ 5 |
≥ 10 |
≥ 15 |
≥ 22 |
≥ 30 |
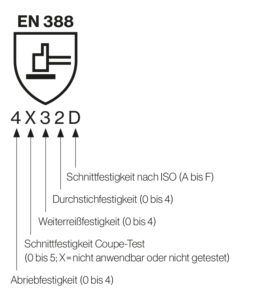
Neue Kennzeichnung von Schnittschutzhandschuhen
Schnittschutzhandschuhe, die nach dem erweiterten Prüfverfahren gemäß EN 388:2016 zertifiziert sind, werden wie folgt gekennzeichnet:
Prüfverfahren im Vergleich zur Erweiterung
Die wesentlichen Unterschiede der beiden Testverfahren liegen:
- in der Klingenform: rund (EN 388) vs. gerade (ISO 13997)
- in der Schneideart: rotierend mit wiederholtem Kontakt (EN 388) vs. gerade mit einmaligem Kontakt (ISO 13997)
- in der Kraftausübung: konstant bei 5 N (EN 388) vs. variabel zwischen 2 und 30 N (ISO 13997)
- in der Klassifizierung der Leistungsstufen: System von 1 bis 5 (EN 388) vs. System von A bis F ( ISO 13997)
Der Test nach der EN 388:2003 ist eher repräsentativ für Arbeiten im Umgang mit scharfen, relativ leichten Gegenständen. Das Testverfahren nach ISO 13997 ermöglicht hingegen eine bessere Aussage über die Schnittbeständigkeit bei Arbeiten mit unterschiedlichen Krafteinwirkungen und stoßartigen Gefahren. Des Weiteren ist die Klassifizierung der Schnittfestigkeit nach der ISO 13997 differenzierter, da diese sich aus sechs Stufen zusammensetzt und die Abstände unter den einzelnen Stufen geringer sind.
Aufgrund der deutlichen Unterschiede im Testverfahren und der Klassifizierung lassen sich die zwei Normen nicht miteinander vergleichen. Es kann daher keine Korrelation zwischen den unterschiedlichen Bewertungsskalen gezogen werden. Eine gute Performance in dem einen Testverfahren bedingt nicht zwangsläufig eine gute Leistung in dem anderen Prüfverfahren.



